公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
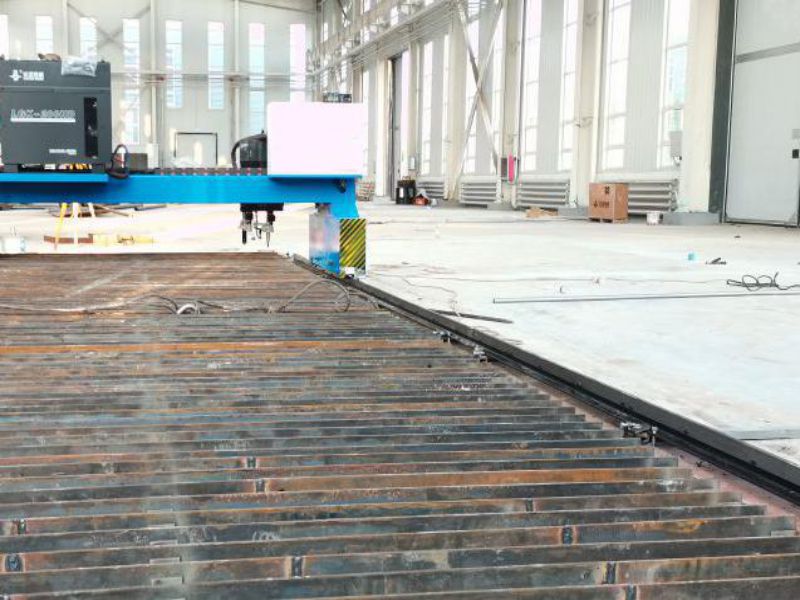
对于数控等离子切割机挂渣的问题,我们首先就要看看挂渣的原理,经过分析,然后才能寻找到解决办法。等离子切割机通过电弧形成高温,然后用高温熔融金属切割。因为温度可以达到几千度,切割速度非常快。然而,由于切割过程和切割的宽度和深度不同,具体条件是:切割速度过快或过慢,切割供氧不足,或合金成分过大,这很容易造成切割表面燃烧不充分,形成以氧化铁为主要成分的物质,这就是挂渣。现在原因我们找到了,解决办法自然而然的就出现了,一起了解一下吧。

1、数控等离子切割机设定的功率应与被切割工件的材料和厚度一致。这可以确保足够的等离子弧强毒,配合气体可以在切割时把融化的金属直接吹走,这对于切割效率和防止挂渣非常有效。
2、对于气流控制,气流的流量速度应与切割功率相匹配。不是说空气流量越大越好,太多的空气流量会使等离子弧吹短,所以切割温度降低,切割效果变差。反而会增多挂渣的情况甚至引起双弧,使得切割过程无法进行。
3、控制电极和喷嘴的同心度。电极和喷嘴的中心一定要对齐,这不会损害气体和电弧的正常工作。如果没对齐会造成气体和电弧的损耗,也会影响切割能力。挂渣的情况很难处理,因为不锈钢非常坚硬,挂渣很难去除。使用抛光需要大量的劳动力,给我们的日常生产带来很大的麻烦。
事实上,控制好这些基本可以减少挂渣的数量和概率。实际上,许多老师傅对切割方法都很了解,但有些切割工人对不锈钢的熔化了解不透彻,金属的温度不高,或者风力不足或过足,都会造成这种现象。

切口宽度应窄,切割界面应为规则矩形,表面应光滑,切口附近无挂渣,切口不影响后续加工。这种切口非常好。许多企业也用这种方式进行检查,根据切口的宽度、垂直角度、表面粗糙度、挂渣情况来识别。
因此,不同的人使用相同的设备会产生不同的效果。我们在这里提醒您,您的数控等离子切割机到货后,应该先熟悉机器的工作过程和操作过程,这样不仅是对机器负责,也是对您自身的安全负责。如果您还有什么不理解的地方可以致电联系我们。
版权声明:文章来源于www.skjgqg.com/gsxw/99.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技