公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:
联系地址:
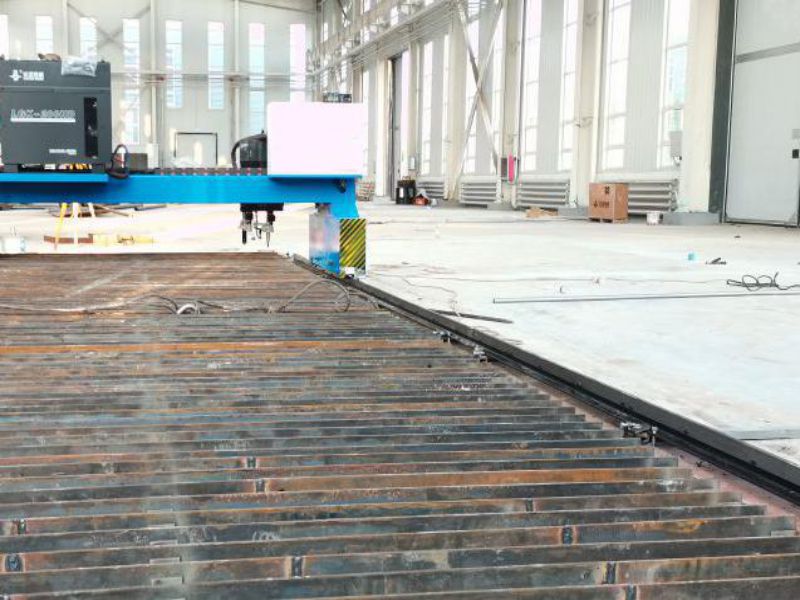
很多客户在购买数控切割机的时候,总会询问切割机的切割精度。切割机出厂前精度可以保证在0.01mm/步,精度误差在0.5mm左右这个误差已经比切割机本身高好几倍了,但这个误差不是设备本身造成的,而是切割过程中钢板厚度、工艺、切割口、调火等工序造成的。以下是影响数控切割机切割精度的一些原因:

如果数控切割机编程软件问题:编程软件有缺陷或者没有累积误差修正功能,就会导致生成的NC代码出现错误。比如生成的代码大小数据不对或者补偿方向不对;或者代码中存在累积误差,导致小尺度尺寸没有问题,很多线段误差较大,导致切入点的导入导出错位,也会造成整板套料时工件间距的偏差。
在图形尺寸错误:绘图或套料的过程中,可能会因疏忽而导致绘图尺寸出现误差。这时候你可以通过检查尺寸来找出原因。检查程序问题很容易。只要把数控代码转换成CAD图形进行测量,通过仿真就可以看出补偿方向是否正确。
割嘴质量和割缝补偿量:切割喷嘴的质量会影响工件的表面质量和切割面的平整度,切割缝的补偿在与实际切割缝宽度一致。减少这种误差的方法是选择质量合格的切割喷嘴。切割喷嘴的规格还应适合待切割板材的厚度和材料。可以先在边角料上试切调整,直到缝宽均匀,断面平整无渣。然后,无补偿地切割一个固定长度的矩形。最后测量,缝宽小多少补多少。
数控切割机机床运行精度包括机械精度和电子精度。机械精度主要受导轨的直线度、平行度、水平度、齿轮或钢带的传动精度等影响。切割平台的水平度也影响工件精度。电子精度受CNC系统软件、运动控制卡、脉冲当量、伺服和伺服驱动等的影响。尤其是脉冲当量调整不准,会造成切圆、大件尺寸不对等问题。检查切割机的精度也很简单,只要给切割枪装上打标针,运行切割机纠错程序进行打标检查即可。
热变形量的形变主要包括热形变和重力形变。编程时,采用合理的走刀位置和切削方向可以减少变形。根据需要,可以增加一些冷却装置,采用结构合理的切割平台。
随机变量:电压波动、数据线松动、系统与伺服控制线接触不良、伺服反馈信号丢失、伺服驱动电路不稳定等。都可能导致切割机无规律运转。
如何调整数控切割机的切割精度:
1、在割枪上装上画线笔。
2、在钢板上面贴上4张A4画线纸,背面带胶的比较好,一定要贴平整,画线纸之间的距离要两米左右。
3、移动割枪在4张画线纸上面画出十字型图案,在右边的画线纸上画出一条长长的横线,然后再移动到左边的画线纸上,画一条横线,然后再画一条竖线,形成十字型图案,继续往下移动,在下面的画线纸上面画一条竖线,然后再画一条横线,在横向往右移动,依次类推,形成一个长方形图案。
4、量取两个对角的长度,看他们之间是不是相等,如果不相等就说明机器的横梁没有放正。需要继续调节对角线。看它们之间差几个毫米,正常误差要控制在0.5mm.
5、按后退键把机器移动到导轨边缘大概有200mm的地方,在带电的情况下分别量取两个导轨边缘到Y轴机器的距离,如果左边的是200mm,右边是205mm,那他们之间的基准就是5mm后根据刚刚上一步所量取的对角线误差值进行调节.
6、根据测量的对角线尺寸,相对说左下角和右上角所量出来的尺寸长3mm,那就先用一个大力钳夹在Y轴右后边导轨的地方,然后打开X轴横梁左右两侧的盖板,松开8颗固定螺丝和4颗锁紧螺栓,断电,推动左边的横梁往里移动3mm,然后开电,再次分别量取两个导轨边缘到Y轴机器的距离,他们原先的基准是5mm,如果他们现在的基准是2mm,那就把8颗固定螺丝和4颗锁螺栓上紧即可。
7、把数控切割机Y轴右后边的大力钳拿掉。

8、再次在画线纸上画十字型对角线,然后量取对角线的尺寸,如果尺寸在0.5mm左右,就完成作业。
以上就是通过调整数控切割机切割对角线调整精度的方法,希望对大家有用。
版权声明:文章来源于/index.php?c=show&id=428,转载请注明出处!