公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
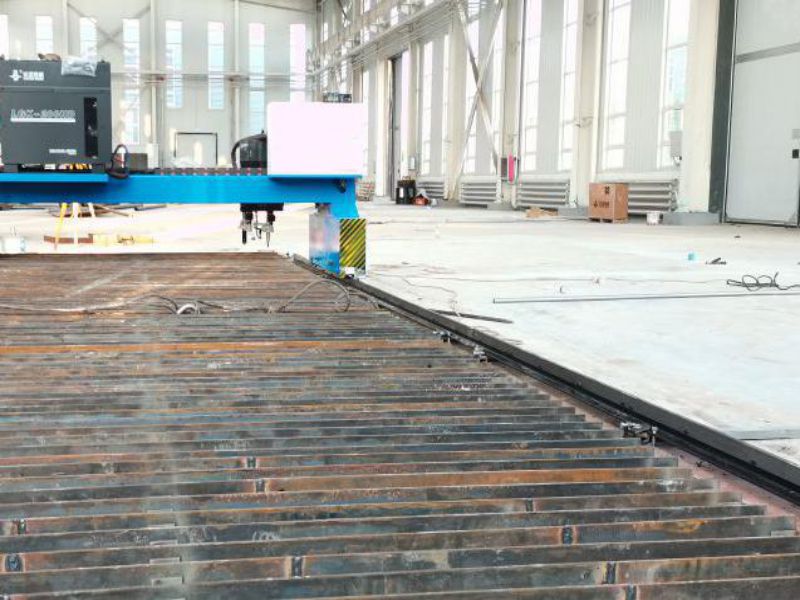
数控火焰切割机是古老的热切割方法,其切割金属厚度从1mm到1m不等。但当你需要切割的大部分低碳钢板厚度在20mm以下时,就要采用其他切割方式了。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢。火焰割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的切割效果。火焰切割设备成本低,是切割厚金属板经济有效的手段,但在切割薄板时有其缺点。与等离子体相比,火焰切割的热影响区要大得多,热变形也大得多。为了准确有效地切割,操作者需要有高超的技巧,在切割过程中及时避免金属板的热变形。

顾名思义,火焰切割机是一种用带氧气的气体或带氧气的汽油切割金属材料的切割设备。改造后便于在控制器控制的机器上夹紧,从而切割出表面质量光滑的零件。其主要特点是切割能力强(8-100毫米)穿孔切割和(100-250毫米)切边。它可以通过火焰切割来切割。根据金属材料和切割金属的厚度,从工艺角度考虑,一般建议用火焰切割5mm以上的碳钢板,因为这种钢板的热变形很小。不锈钢和有色金属不能用火焰切割,因为不锈钢受热表面会产生高密度的氧化层,阻止热量向下传递,从而影响板材数控火焰切割机。
切割质量控制:切割过程中火焰的大小很难保证。主要因素有:切割喷嘴的尺寸、切割喷嘴的风线、切割空气压力、热变形和薄板缺陷。上述电容会影响切割尺寸和表面质量。但只要有切割经验的操作者都能驾驭。
(1)如果狭缝补偿过小,切割尺寸会变小,而狭缝是由切割喷嘴的尺寸决定的,它随切割板的厚度而变化。因此,在切割时要小心地更换板材。
(2)切断喷嘴风线和压力。切割喷嘴风线没有板材厚度长,板材切割不好。因此,需要观察风线长出板材30-80mm,气压根据板材厚度增加。
(3)在切割过程中,随着温度的升高,板材变形或磕拱是正常的,但会引起尺寸变化,甚至出现外观与实际不符的情况。这时候可以采用一定的工艺。切割大型零件时,可将切割部分留1-3mm不切,然后向前切割,留着不切,这样可以减少变形。通过匹配切割顺序和趋势,可以进一步减少变形。

数控火焰切割机切割技巧:切割薄板(小于8mm)时火焰要软化。切割喷嘴为0号,速度为650-850毫米/分钟。切割厚板(100mm以上)时,要在边缘切割,切割喷嘴型号要大,切割氧气压力要高。如果不能在板边,先在穿孔处打个洞。
版权声明:文章来源于www.skjgqg.com/gsxw/415.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技