公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
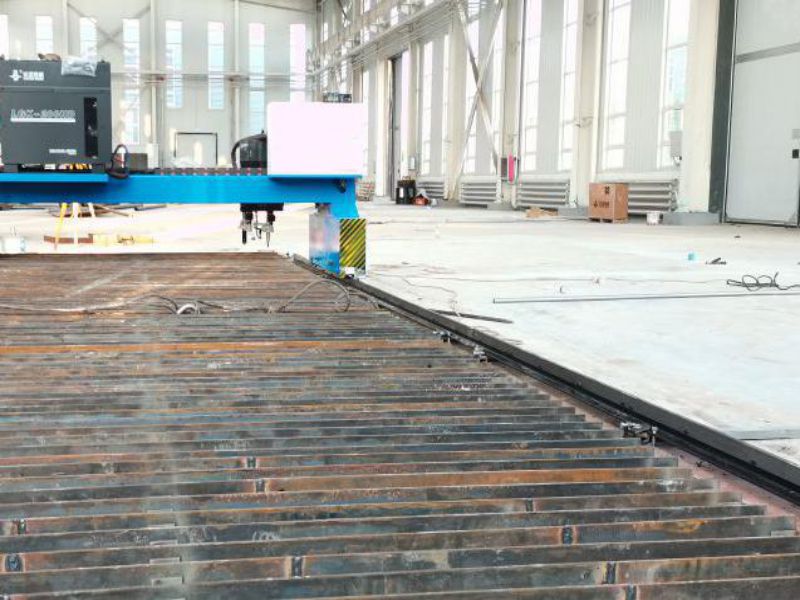
很多客户在购买数控切割机时,总是会询问数控切割机的切割精度。本文重点介绍调整数控切割机运行精度的方法。首先,我们要介绍一下数控切割机的精度测试方法。切割机出厂前精度可保证0.01mm/步,精度误差约±0.5mm。这个误差比切割机本身的误差大几倍,但是这个误差不是xc3bl设备本身形成的,而是钢板的厚度、工艺、切割喷嘴和切割过程中火的调整过程。

设备完成后,将在数控切割机的切割喷嘴上安装划线。安装好划线后,会绘制一个模拟切割图案,模拟图案为1m见方。并入一个直径为1m的圆,四个角画成对角线。画好后,用量具测量画出来的圆是否与正方形的四个边都相切。正方形的对角线长度是否可以为2(开根号得到的数据约为:1.41m),圆的中轴必须平分正方形的边和中心轴与两条边相交的点正方形到正方形两条边相交的点,间隔应为0.5m。测试对角线与交点的距离,以确定设备的切割精度。
调整脉冲当量(行走精度)的详细步骤
1、选进入“手动”功能。
2、在手动功能中选“点动”功能,按“3”,并输入点动增量(例1000mm)。
3、对应大车上的一个点,在钢轨上做一明显标志。并让大车再做记号的轴上面行走一个点动增量(如1000mm)。
4、对应大车上的点,做钢轨上做另一个标志,并测量这两个距离是不是点动增量距离(如1000mm)。
5、如果走的实际距离比点动增量大,则说明脉冲当量小了,反之说明脉冲当量大了。
6、修改脉冲当量,在主画面下,选“参数”设置,再选“系统”参数,修改相应的齿轮分子当量值,并按“保存”。(温馨提示:点动1000mm的时候,1mm对应的大约是2.5个齿轮分子。依此类推,如果机床X轴多走了1mm则要将X齿轮分子加2.5左右即可。Y轴类似。)
7、再重复第三条,直到行走距离与点动增量相等为止。
8、用相同的方法测量Y轴的脉冲当量并修改。
9、将测准的脉冲当量,写在一个明显不易擦掉的位置,如机箱的后门内,以便将来恢复。
上面内容我们详尽讲解了调整精度问题,继续看后续的校准测试问题。

由于机器在使用一段时间之后,两边的纵向电机会出现轻微的掉步现象。因此会导致横梁与导轨的角度发生偏差,而使横梁发生倾斜。对此,我们要对机器做一些轻微的调整,以保证机器能够恢复到正常切割状态。具体操作步骤如下:
1、首先通过切割下来的工件测量得到横梁的倾斜方向,这一步很重要。
2、如上图,对角线1大于对角线2的长度。(以主支架的位置为准)因此可知横梁倾斜方向为“↑”。若对角线1小于对角线2的长度。则横梁倾斜方向为“↓”。
3、通过计算得出“?”的值。假设“?”=“5.5”
4、关机。
5、将系统箱这边的纵向电机与系统箱之间连接的3芯航插拔掉,以便在校正的时候只让副支架运动。
6、将系统箱这边用来紧固横梁与主支架的4颗螺栓松掉。
7、开机。
8、手动、点动、按“3”输入需要点动的距离、输入刚才计算得到的数值“5.5”、按方向键“↓”(机器横梁倾斜方向的反方向)将副支架调整回正确的位置。
9、关机。
10、将系统箱这边的纵向电机与系统箱之间连接的3芯航插复原。
11、将横梁与主支架之间的连接螺栓紧固。
12、校正完成。

关于数控切割机设备的精度,是一个值得关注的标准,希望通过上述的介绍能够帮助到你!
版权声明:文章来源于www.skjgqg.com/gsxw/363.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技