公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
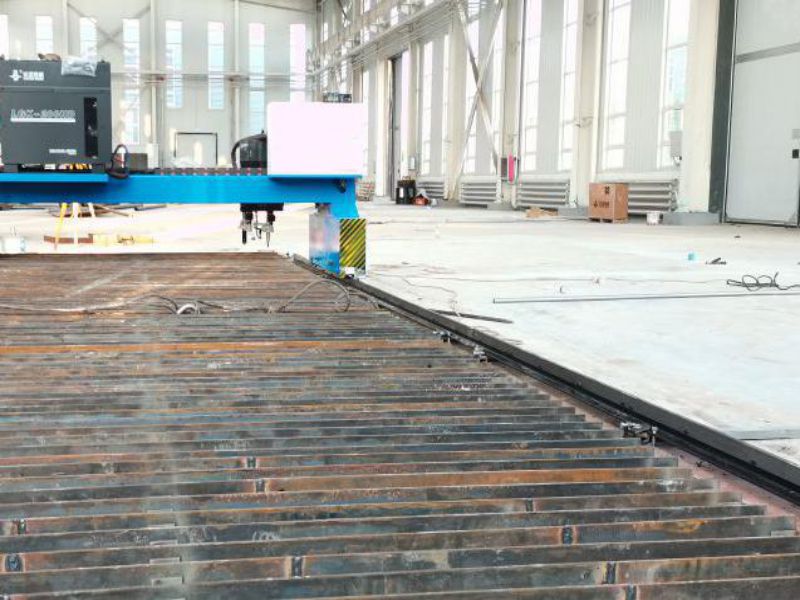
数控等离子切割机利用高温等离子弧的热量,利用高速等离子流进行切割。因此,电弧的稳定性将直接影响切割质量。如果电弧不稳定,会造成切口的积瘤、不平整等缺陷,还会导致控制系统相关部件的寿命降低。因此,保证电弧的稳定性很重要。数控等离子切割机的工作气压、空压机进气量不足、割嘴安装不正确、切割机内部电路元件故障等,都使数控等离子切割机产生电弧切割机动作不稳定。

数控等离子切割机的工作压力对电弧的稳定性有一定的影响。如果气压太低,等离子弧的射出速度会减弱,导致空气流量很小,无法形成高能、高速的等离子弧,导致无法穿透切割,质量差和切割。堆积的积瘤;如果气压超过0.45Mpa,则过大,电弧形成后,气流会吹动集中的弧柱,分散弧柱能量,削弱电弧切割力等离子。
空压机进气量不足、切割机空气调节阀压力设定低、电磁阀油污、气路不均等都会造成工作气压不足。进气调节不当、调节过度或空气滤清器减压阀故障等。它们会使工作气压过高。要解决这些问题,在使用前一定要仔细观察空压机出口压力显示。如果压力与压力不匹配,则需要调整或修理空压机;检查空气滤清器减压阀是否正常。不符合要求,请正确调整还要保证进气干燥无油,对空气滤清器减压阀进行日常维护保养。如果进口空气质量差,减压阀就会有油污,阀芯打开困难。还有,割炬喷嘴压力过低,需要及时更换减压阀;减小气路截面也会使气压过低。
切割喷嘴安装不正确也会导致工作气压不足。安装割嘴时,螺纹不紧或齿轮调整不当,都会造成工作气压不足。只需安装切割喷嘴并调整齿轮即可解决问题。使用割炬时,需要用水冷却。如果流动的冷却水不按要求进入,频繁起弧,则容易损坏割嘴。用水冷却切割喷嘴时,冷却水需要提前循环。等离子切割机切割时,应根据工件的厚度调整割炬与工件的距离。
当数控等离子切割机内部电路元件出现故障时,输入交流电压低,电弧不稳定。使用前应检查切割机连接的市电负载能力是否足够,电源线规格是否符合要求,以有效防止切割机内部电路元件故障。使用切割机的地方不应有大型电气设备或电气干扰。使用时要经常清洁灰尘和污垢,检查电信是否老化,老化后立即更换。
切割机使用前没有地线,或工件表面有绝缘层,地线老化会造成地线与工件接触不良。应避免工件表面产生绝缘层,应及时更换老化的地线,并使用专用接地工具。
使用数控等离子切割机时,需要先点燃等离子弧。高频振荡器激发电极与喷嘴内壁之间的气体,产生高频放电,使气体部分电离,形成小电弧,这个小电弧被压缩空气压缩,火花发生器的主要作用是从喷嘴喷射以点燃等离子弧。一般情况下,火花发生器的工作时间只有0.51s,控制电路元件的不平衡一般是不能自动切断电弧造成的,火花发生器放电电极火花间隙不合适.因此,应经常检查火花发生器放电电极,适当调整放电电极间隙,保持表面平整,必要时更换控制板。

以上就是数控切割机厂家为大家介绍的电弧不稳定的原因及解决方法,数控等离子切割机的切割速度慢、割炬与工件的垂直度、操作人员的操作水平等因素都会对等离子弧产生影响。在使用过程中也需要注意这些因素,以确保电弧的稳定性,从而确保切割质量。
版权声明:文章来源于www.skjgqg.com/gsxw/348.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技