公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
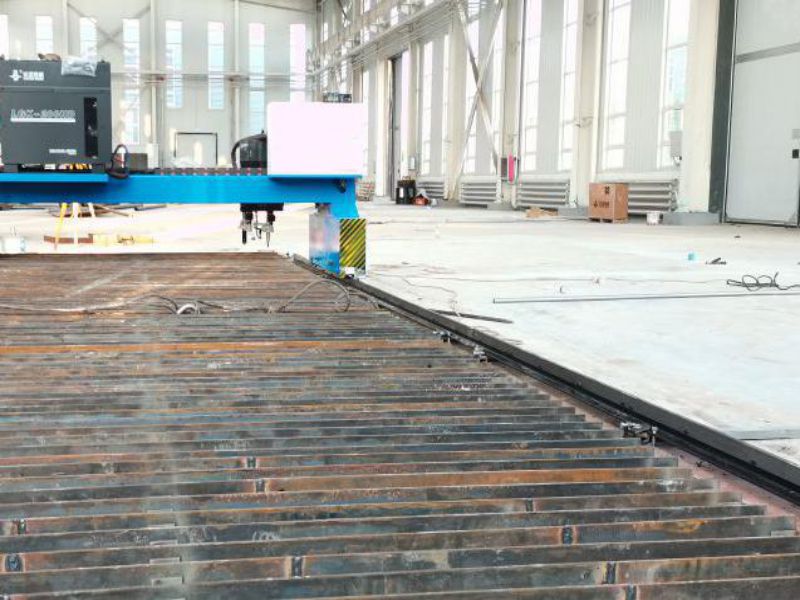
数控等离子切割机的使用能够对一些大型金属设备进行加工,加工效果比较明显,能够快捷的进行加工,数控的设置可以保证切割机的自动化,从而可以节省人力资源的使用,它的操作相对也比较简便,能够保证一定的切割速度。接下来就让我们来一起了解一下等离子切割机功率的相关知识吧。

数控等离子切割机的切断电力密度,是指为了得到高压缩性的等离子电弧,切断的喷嘴使用小孔径、长细孔,通过强化冷却效果,增加通过喷嘴有效截面内的电流,增加电弧的电力密度。 但是,同时压缩会增加等离子体电弧的电力损失,因此实际用于切断的有效电力比电源输出的电力小,损失率通常在25%~50%之间。
这种问题的发生是因为切断面上的等离子流的热不平衡,即切断口上部的等离子电弧能量比下部多。 这个不平衡与许多参数设定有关,包括等离子弧的压缩程度、切割速度的设定、喷嘴到工件的距离等。
如果增加等离子电弧的压缩程度,则等离子体射流变长,与以往相比产生均匀的高温区域,并且可以增加射流的速度,减小狭缝上下的宽度差。 但是,一般喷嘴的过度压缩会引起双电弧现象,双电弧消耗电极和喷嘴无法顺利地进行切断过程。过大的切断速度和过高的切断高度会引起切口上下宽度差的增加。
以厚度50mm的碳素钢板为例,在通常的等离子电弧切割中,大多上下形成小狭缝,另外狭缝的上缘过大,有时会导致误差。 用氧或氮等离子电弧切断碳钢、铝、不锈钢时,板厚在10~25mm的范围内,通常材料越厚,端边的垂直度越好,其切断边缘的角度误差为1度~4度。 板厚小于1mm时,随着板厚变小,切口角度误差从3度~4度增加到15度~25度。

以上就是数控等离子切割机功率的相关知识,在使用时它的功率会比电源输出的功率相对较小,在使用时有一定的损失率,因此在加工时需要注意切口的具体切割方法。在进行切割时要对切口等进行仔细的规划。
版权声明:文章来源于www.skjgqg.com/gsxw/233.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技