公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
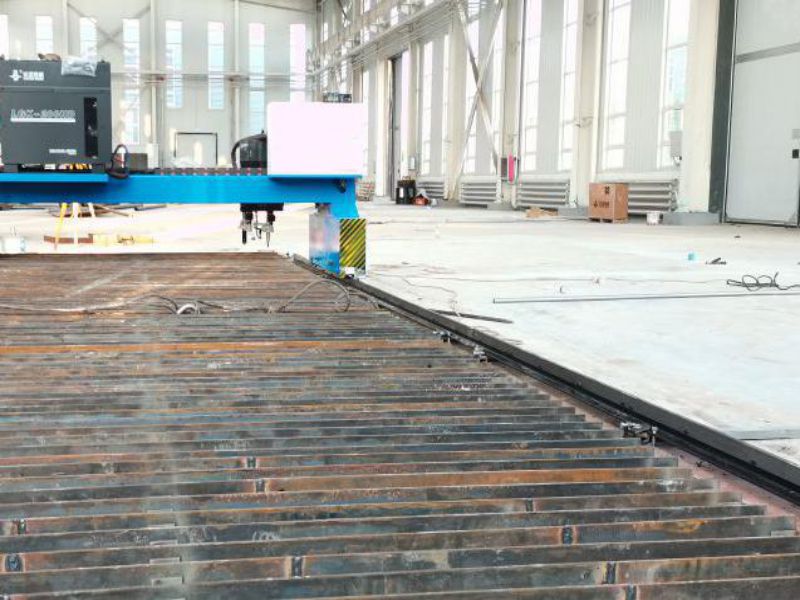
数控等离子切割机中使用的电极和切割喷嘴是易损零件,在使用过程中的损耗和更换是正常现象。然而,许多用户反映切割喷嘴更换过于频繁,损失严重。购买等离子切割喷嘴时,应注意切割喷嘴产品的质量。等离子切割过程中的喷嘴损失比火焰切割过程中的喷嘴损失更严重。一些用户购买的切割喷嘴质量不好,从而加剧了切割过程中切割喷嘴的损耗。应该注意的是,不能为了节约成本而选择质量低劣的电极和切割喷嘴。正常情况下,一套电极切割喷嘴的使用寿命约为3-4小时。不管质量问题如何,切割喷嘴损耗过大的现象仍然存在。我们分析主要的原因如下:

1.除了质量问题,切割喷嘴和切割枪之间的匹配也是一个大问题。如果现在更换的切割喷嘴不是由原来的标准切割喷嘴制造商生产的,尽管它在外观上看起来尺寸相似,但是它的实际尺寸也可能是不同的。大多数厂家的电极喷嘴是仿制别的一些老牌等离子厂家的产品,仿制的手段主要是靠实样测绘,测绘过程中不可避免地会存在一定的尺寸误差。因此,每个制造商的电极喷嘴和其他制造商的切割枪可能不能很好地一起使用。
2.使用不当造成切割喷嘴损耗过快,切割过程中切割喷嘴离钢板太近容易刺破切割喷嘴,一般100A等离子切割喷嘴离钢板至少3-8毫米。此外,过高或不稳定的输入电压会导致切割喷嘴的损失。
3.切割工件的材料、厚度和切割过程都与切割喷嘴的损耗有关。数控等离子切割机在切割工件材料时消耗较少的电极喷嘴,如普通碳钢板、不锈钢、铸铁等材料,但消耗较多的铜和铝板。就切割厚度而言,10毫米以下的切割板更经济,而16毫米以上的切割板消耗更多的切割喷嘴。此外,就切割技术而言,如果在切割过程中经常需要穿孔切割,其成本将是常规边缘电弧切割的两倍以上。因此,在选择等离子电源和切割喷嘴时,一定要记住选择合适功率大小的等离子电源和相应电流大小和口径大小的喷嘴,以充分实现切割效果和使用寿命。

数控等离子切割机在工业中的应用十分广泛,在操作中需要多加注意,减少不必要的伤害。等离子切割机的喷嘴损耗很大,我们主要也分析了一下其中的原因。在使用过程中原本它的损耗就很大,使用时更要小心、注意,以避免资源的浪费,降低成本。
版权声明:文章来源于www.skjgqg.com/gsxw/102.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技