公司多年专注数控切割机生产销售
济南极锐机械有限公司

24小时咨询热线186-1553-6263

联系电话:186-1553-6263
联系地址:济南市长清区平安北路西首龙安机械厂内
众所周知,使用等离子切割机时,一定要配有专用的等离子电源,这种电源与手动电源较大的区别在于输入电流是可调的,而手动电源则是抽头式等级调节。
的确,输入电流的大小控制与切割材料的厚度密切相关,实际上,这也是机用等离子电源的主要设备参数,不同型号的等离子电源输出电流的不同,就直接决定了切割材料的厚度和速度,即切割能力。要用好数控等离子切割机,高质量快速切割,一定要对切割工艺参数有深入的了解和掌握。以下是等离子电源电流大小对切削质量的影响。

切削电流增加,电弧能量增加,切削能力增加,切削速度也随之增加;
切削电流增加,电弧直径增加,粗化电弧使切口变宽;
切机功率过大,使喷嘴热负荷增加,使喷嘴过早损坏,切割质量自然下降,甚至不能正常切割。因此切削前要根据材料厚度正确选择切削电流和喷嘴。
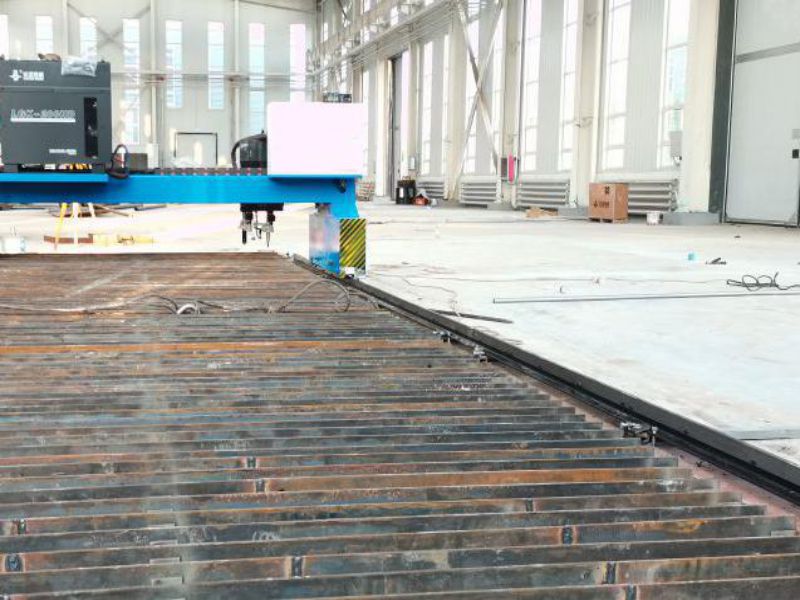
在平台等离子切割机点构造时,应注意以下几点:
1.尽量减少切口缝隙
切割缝数越多,切割热源对钢结构的热输入越大,钢结构切割变形也就越大。所以在钢结构节点的设计中,应力求减少割缝的数量和尺寸。
2.合理选择切缝的坡口形状及尺寸
在对平台钢结构节点进行切缝设计时,应选择合适的坡口形状和尺寸,保证结构具有足够的承载能力,以减少切缝截断面积和结构的切缝变形。
3.切口位置应对称于构件截面的中性轴
切线位置与构件截面对称或离中轴线越近越好,有利于减少梁、柱等一类钢结构的挠曲变形。
4.避免切口集中及双向、三向交叉
因此,可以降低切口交叉处或切口集中处的热和应力,从而减少切口变形。

5.切缝围嘴应尽量避免高应力区域
剪缝部位受力越大,钢结构越容易产生剪切变形和剪切裂纹。
6.不同节点采用不同切割要求的试验
如对组合箱形梁、柱纵向角割缝的切割,宜采用全割透(应采用垫板单面割)或对接角割透的组合割缝,对箱形梁和隔板的切割,宜采用全割透割缝。
以上给大家介绍的是等离子切割机电流的调整方法。等离子电源电流大小对切削质量的是有一定的影响的,所以大家一定要注意这些细节。想了解更多相关的内容,欢迎关注我们的网站。
版权声明:文章来源于www.skjgqg.com/cjwt/302.html,转载请注明出处!
 扫码手机访问
扫码手机访问 微信二维码
微信二维码法律声明:本网站部分内容来源于网络,如有侵权请告知!我们立即删除;本网站严格遵循国家相关法律法规规定,如有不当之处,请告知!我们立即删除。网站地图
济南极锐机械有限公司www.skjgqg.com 版权所有 鲁ICP备20015323号-1 技术支持:卓博科技